适用于计量室、生产、来料检验和开发质量控制的高效优质计量技术。
齿轮泵和混配系统,以最高精度处理液体和糊状物。
用于无间隙线性和旋转运动的高精度旋转冲程轴承,可用于机器和设备制造。






















Mahr马尔 的创新手持测量设备:卡尺、千分尺和机械指示表 – 包括模拟和数字型号及集成无线传输。Mahr马尔 的比较测量仪器和参考标准对于您的精密生产计量来说必不可少。

从模拟到数字的全系列卡尺。操作简单,无线,高准确度。在生产中高效率使用的完美选择。

安全、易读的数字显示屏、现代的设计以及常规精度是 Mahr马尔 数显卡尺的主要特点。范围包括测量仪器的所有应用。数据传输的各种接口和高达 IP 67 的保护等级可满足所有要求。
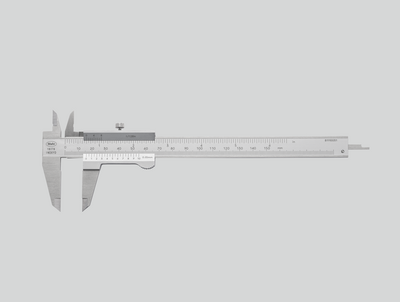
无眩光读数,硬化钢,凸起导轨,都可保护刻度和提供最大的准确度。Mahr马尔 的高质量卡尺有着经典游标卡尺的特色。
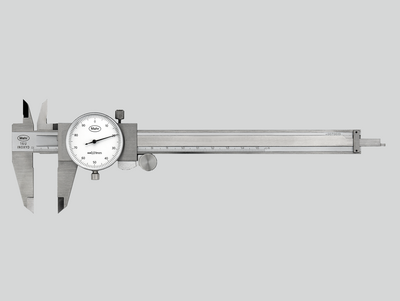
可始终保持精度的大型高对比度度盘和防震测量工具。成熟的机械设计,可快速、安全读数。

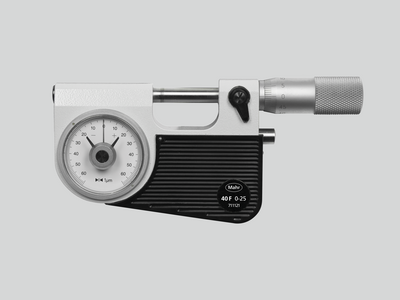
多种设计的最大精度。Mahr马尔 的千分尺提供传统的机械和数显以及无线版本。

清晰的数字显示屏、现代的设计以及常规精度是 Mahr马尔 数字外径千分尺的主要特点。范围包括测量仪器的所有应用。数据传输的各种接口和高达 IP 65 的保护等级可满足所有要求。

防眩光读数,隔热板和精密研磨主轴,最大限度地提高准确度。Mahr马尔 优质游标卡尺的特点。
特别适合批量零件(轴、螺栓、柄)的可靠、快速测试。尺寸精度在机械式比较仪上一眼就能识别和读取。

适合测量大直径和最大 2,500 mm 的测试距离

提供刻度或数字显示,或作为手枪握柄式快速测量仪器。Mahr马尔 三点内径测量设备拥有自动调心功能,可始终提供可靠的测量结果。

从模拟到数字的机械式量规、机械式比较仪和机械式杠杆表的全系列。操作简单,无线(可选),高精度。在生产中高效率使用的完美选择。
清晰的数字显示屏、稳固的结构和高精度是 Mahr马尔 数字机械式量规的主要特点。范围包括测量仪器的所有应用。数据传输的各种接口和高达 IP 54 的保护等级可满足所有要求。

高灵敏度和精度:测量工具轴、精密齿轮和小齿轮、高精度固定测量头的稳固安装。

与模拟机械千分表相比,Millimess 机械式比较仪有着更精确的元件,可提供更好的测量精度和更小的滞后误差。这些优点在跳动试验、直线度和平整度测量和比较测量中尤其明显。

高精度感应 Millimess 机械式比较器的数字增量高达 0.2μm。用户友好的操作功能,如公差监控、动态测量值的最小值或最大值记录、数字和分度的组合显示以及简单的数据传输,使其成为不可或缺的精密测量仪器。

高灵敏度和计算机优化的测量工具确保了极高的安全性和精度。为了在环境恶劣的车间内使用,显示器采用硬化的矿物玻璃板,可有效防止划伤或破裂,同时采用了能够可靠地防止液体渗入的密封。

高灵敏度和计算机优化的测量工具确保了极高的安全性和精度。为了在环境恶劣的车间内使用,显示屏具有出色的保护。密封还提供可靠的保护,防止液体渗入。

用于 NC 机器、加工中心和蚀刻机的 Mahr马尔 3D 测针可缩短设置与停机时间。非常适合精确接触工件和夹具上的参考边。

无论内置无线、外部无线模块、USB、Opto R S232 或 Digimatic 等:无论您使用何种接口标准,MarConnect 都能为您实现最佳的连接。

很多 Mahr马尔 精密量规都有数据输出及 MarConnect 接口。无论您使用 USB、Opto R S232 或 Digimatic 等何种接口标准,MarConnect 都能为您实现最佳的连接。

Mahr马尔 的无线传输范围可确保您在移动的同时获得高精度测量结果。现代、易用的测量方式 - 不受有线技术的限制。

MarStand 测量座、测量台和径向跳动量规提供了较高的稳定性,是精确测量结果的基础。它们为您的机械千分表、机械式比较仪、机械式杠杆表测量设备和测针提供了必要的支持。
测量座设计稳固,是精确测量结果的基础。它们为您的机械千分表、机械式比较仪、机械式杠杆表测量设备和测针提供了必要的支持。
MarStand 支柱和支撑组件可用于单独的解决方案,提供了较高的稳定性,是精确测量结果的基础。它们为机械千分表、机械式比较仪、机械式杠杆表测量设备和测针提供了必要的支持。

测量台由精密水平测量台、稳定的测量柱和坚固的支撑臂部件组成。MarStand 测量台的稳固设计提供了较高的稳定性,是精确测量结果的基础。

径向跳动量规是在接近生产环境下检测轴位置和形状误差的最简单方法。因其型号多样,坚固耐用的 MarStand 径向跳动测量仪是满足多种工件要求和提供精确测量结果的基本设备。

由硬质花岗岩制成的测试板具有较高的强度和尺寸稳定性,是测高仪器的完美表面。
将指示量规作为比较量规使用,成为生产中精密测量的理想工具。按参考标准标定量规可降低偏差和最大限度地减少温度波动对测量结果的影响。
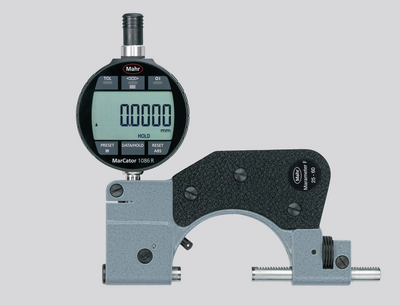
带表卡规是精密测量轴、螺栓、柄等圆柱形零件的理想工具,特别适用于系列零件的安全快速测量。尺寸精度在机械式比较仪上一眼就能识别和读取。
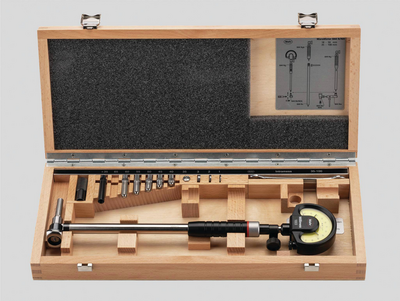
内径测量设备是测量孔的直径、圆度和圆锥度的完美工具。

厚度量规提供的测量范围广泛、简单,特别适合快速测量各种薄膜,板材和板。
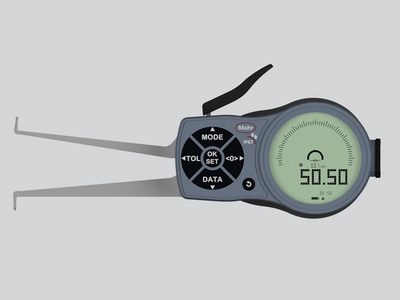
如果由于工件的几何形状而不能使用卡尺或内径千分尺等常用测量仪器,卡尺是完美的解决方案!

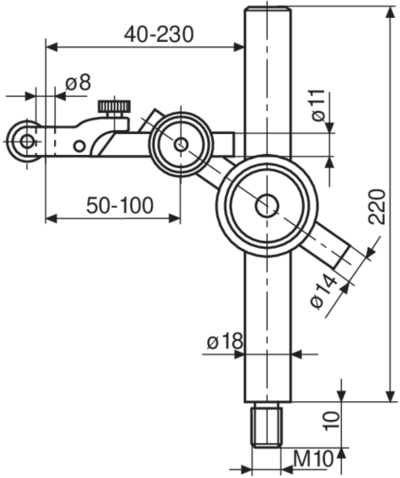
深度量规提供的测量范围广泛、简单,特别适合快速的深度测量。8 mm 固定轴可根据测量任务使用检查机械千分表、机械式比较仪或测针。

通用测量仪器是生产中精密测量的理想工具,可将测量结果与参考标准进行比较,从而最大限度地减少温度波动对测量结果的影响。
无论齿轮、螺纹、圆锥度或凹陷度如何:Multimar 通用测量仪器是几乎所有不适合使用标准测量仪器的内外尺寸测量的理想解决方案。有多种基本装置和各种配件可供选择。
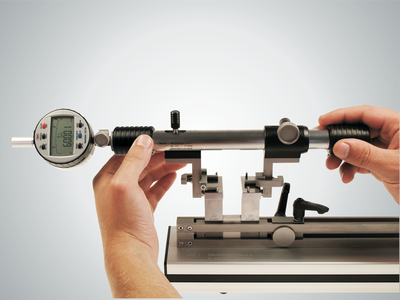
精确调整内外径测量仪器。使用 844 S 标定仪器时,您可以完美地完成每项测量任务,甚至可以用于更大的尺寸。

无论是调心肩,窄领还是凹陷:Multimar 36B 通用测量仪器是几乎所有内外尺寸测量的理想解决方案。有多种基本装置和各种配件可供选择。

信任 Mahr马尔 的设置标准和量规 - 它们是精确测量结果的基础。

信任 Mahr马尔 的设置标准 - 它们是精确测量结果的基础。

Mahr马尔 量块确保了您可随时使用高质量的参考和工作标准。从四个公差等级和两种材料中选择以满足车间、生产或质量保证的要求。

Mahr马尔 针规有三个公差类别和各种设计。选择满足车间、生产或质量保证要求的设备。
人们对电子长度测量仪的要求几乎和其应用一样多样。要求高可靠性、高精度和简单操作。
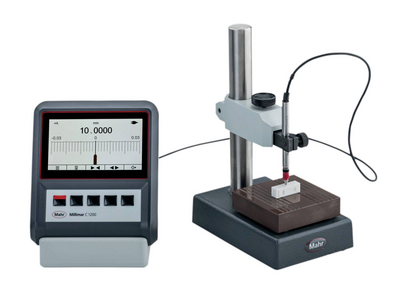
人们对电子长度测量仪的要求几乎和其应用一样多样。要求高可靠性、高精度和简单操作。Millimar 紧凑和立柱测量仪器满足了这些要求。
Millimar 长度测量仪紧凑、耐用和易用。它们是多功能的评估和指示工具,用于测量生产区域和测量室中复杂程度可控的任务。

模块和软件的多样化组合选项提供了比以往更高的设计工作环境和工具的自由度。
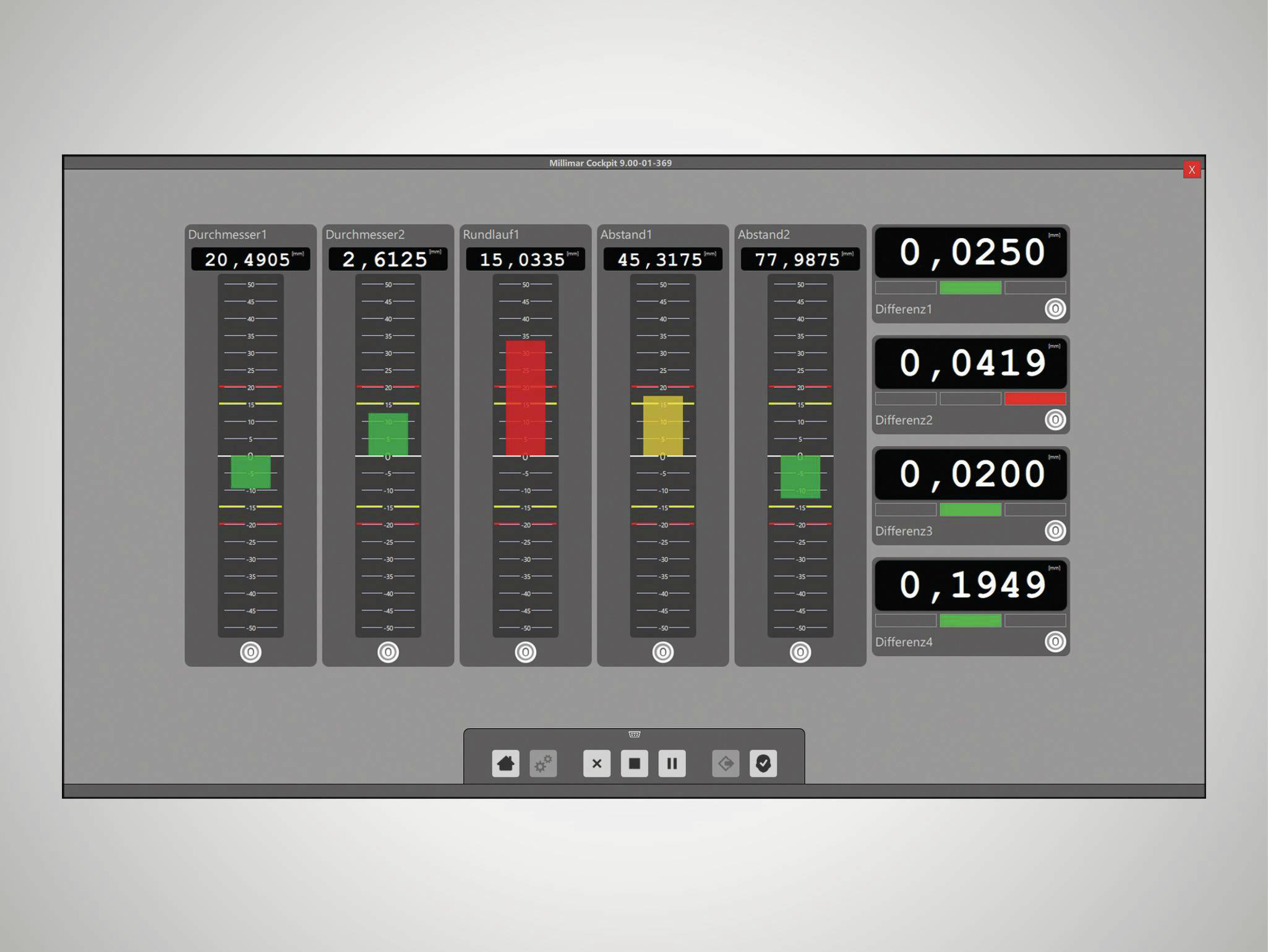
面向生产环境中复杂测量任务的智能和通用软件

Millimar 传感器是测量流程中最重要的元件之一。它们的特性决定了整个测量的质量。取决于应用,可为此组合使用多种技术。例如,Millimar 电感测头:这些产品坚固耐用,用途广泛,价格诱人。
无论是厚度测量、径向跳动或同心度:使用电感测头可记录测量值和偏差,而不受形状、支撑或径向跳动偏差的影响。其最大优点在于线性范围大,对干扰相对不敏感。测针主要用于生产中的比较测量,但传感器的具体任务可能会有所不同。


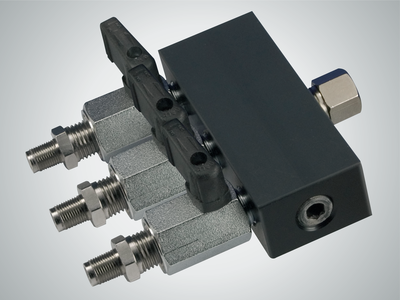
气动量仪具有精度高、长期稳定等特点。测量喷嘴的无接触测量不会损坏工件。即使是未清洗、涂油、润滑或涂有研磨膏的工件

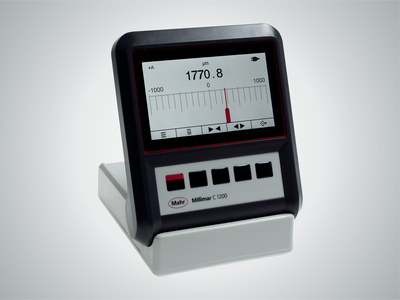
Millimar 长度测量仪紧凑、耐用和易用。它们是多功能显示和评估设备,用于测量生产区域复杂程度可控的任务。

测量结果显示在 101 个三色 LED 上,可轻松从远处读取。如果超出可编程的警告和公差限制,则各部分会从绿色更改为黄色或红色。

Millimar 气动测量设备可快速、准确地记录尺寸偏差。多年来也在工业生产和计量室中成熟应用。
用于测量和评定。

非接触测量,采用气动测量环,对工件无损伤。
使用气动测量技术附件改造测量站以适应您的测量任务。
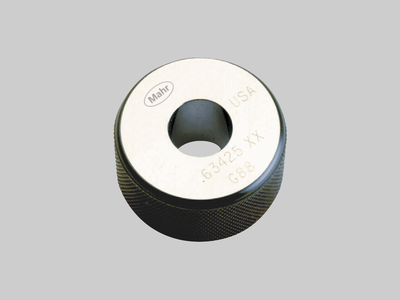
信任 Mahr马尔 的设置标准 - 它们是精确测量结果的基础

设置气动测量仪(气动环规)硬化、老化、打磨、抛光的精细工艺。

设置气动测量仪(气动环规)硬化、老化、打磨、抛光的精细工艺。

想要更好的测量结果?Digimar 是最适合的选择!

用于车间中工件的划线和标记。轻松测量高度及距离。

实用的测量模式和选项:Digimar 814 C 使典型的测量任务变得简单

符合人体工程学的触摸操作和多种评定选项:这正是 Digimar 816 CLT 高度测量设备的特点所在。

触摸式操作,符合人体工程学的处理方式和广泛的评估选项: 这就是Digimar 817 CLT高度测量仪所代表的意义。
触摸式操作,符合人体工程学的处理方式和广泛的评估选项: 这就是Digimar 817 CLT高度测量仪所代表的意义。

精密长度计量代表着绝对和相对测量中的高精度尺寸度量技术。

车间通用、易用的长度测量和设置设备

车间通用、易用的长度测量和设置设备
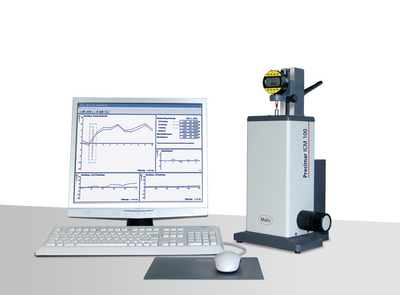
Mahr马尔 的产品系列从简单的量块测试架、全自动千分表测试架和 ULM 设备到超精确半自动化 CiM 通用测量机,为制造、测量室和校准实验室提供了实用的解决方案。换句话说:同时具备高精度和高效率的测量流程。

无论是经典的 ULM 或电动 PLM 和 CiM 仪器。Mahr马尔 通用长度测量仪支持用户友好、快速而可靠的测量,同时不确定性极低。

机械千分表、机械式杠杆表测量设备、机械式比较仪和测针的半自动和全自动测试 - 高效、精确。
机械千分表、机械式杠杆表测量设备、机械式比较仪和测针的半自动和全自动测试 - 高效、精确。

使用指示表、杠杠表和比较仪的手动测试——轻松、精确

信任 Mahr马尔 的量块比较器 - 它们是精确检测您的标准的基础
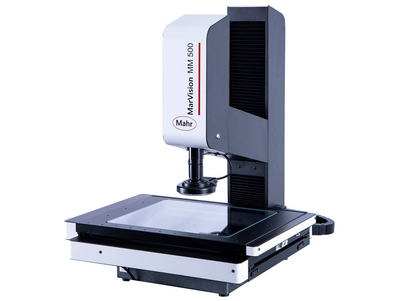
几乎所有行业都要使用显微镜进行快速的距离、半径和角度检测。实验室中或接近生产。
用于快速评定几何元素

表面计量方法,工业和研究用

表面计量方法,工业和研究用

公差要求严格的结构功能表面要求可在较短时间内记录工件或物体表面特征轮廓的高精度测量系统。
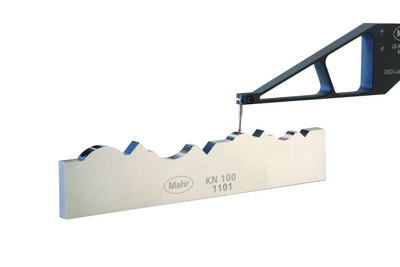
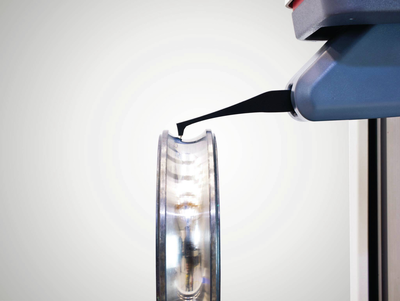
轮廓测量技术用于确定粗糙形状的偏差。

使用光学测量仪精密测量轮廓

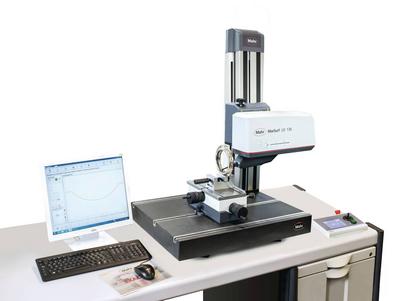
综合轮廓和粗糙度测量:专业型全能选手

综合轮廓和粗糙度测量:专业型全能选手

符合 ISO 25178 / ISO 4287 的 2D / 3D 轮廓及粗糙度测量

3D 表面度量方法,用于工业和研究

使用移动测量设备随处测量!
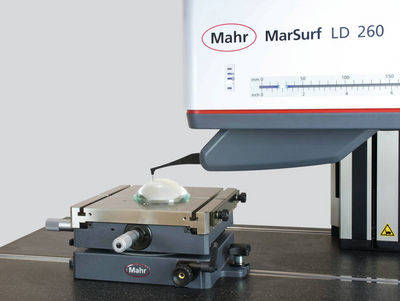
测量站,用于测量高精度镜头

标准解决方案不再满足需求时:自定义解决方案
公差要求严格的结构功能表面要求可在较短时间内记录工件或物体表面特征轮廓的高精度测量系统。
灵活而强大,可用于测量室和实验室

综合轮廓和粗糙度测量:专业型全能选手
触觉测量站,用于轮廓和粗糙度测量
符合 ISO 25178 / ISO 4287 的 2D / 3D 轮廓及粗糙度测量
3D 表面度量方法,用于工业和研究

使用移动测量设备随处测量!

移动 3D 表面度量方法,用于
现场使用

移动测量仪器允许您在所需结果之处直接测量。
用于测量超高灵敏镜头的测量站
标准解决方案不再满足需求时:自定义解决方案
计量学
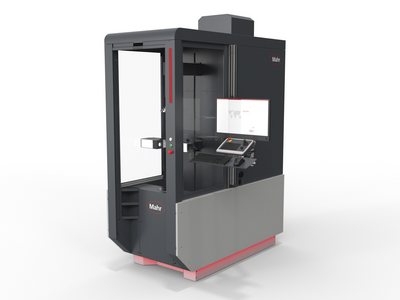
体验卓越的功能,同时在工件尺寸方面拥有极高的灵活性,可在生产环境中提高您的工作效率。

灵活测量可夹在中心之间的工件
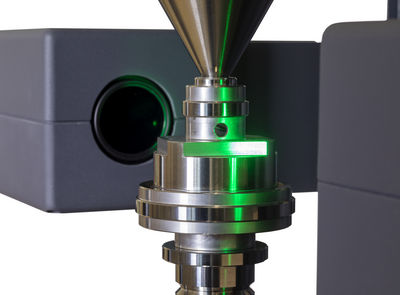
高分辨率和超快的矩阵相机,用于测量旋转对称工件上的大量特征。

快速光学矩阵相机与高精度接触式测头相结合,用于测量旋转对称工件上的大量特征。
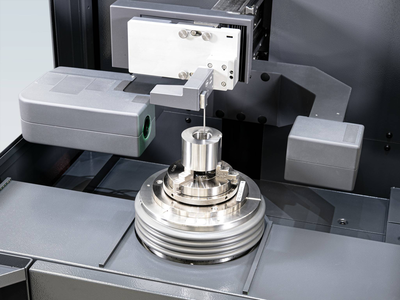
灵活的夹紧选项和使用全自动调心调平工作台进行高精度对准
高分辨率和超快的光学矩阵相机,用于测量各种旋转对称工件。增加了全自动调心调平工作台,可实现极快的机械对准和灵活的夹紧功能。
快速光学矩阵相机与高精度接触式测头相结合,用于测量旋转对称工件上的大量特征。增加了全自动调心调平工作台,可实现极快的机械对准、灵活的夹紧功能以及内部测量等。

测量形状和位置公差的系统,例如圆度、平面度、直线度和同轴度。从手动到完全自动。

识别可简单、经济、高精度地测量圆度、直线度、同心度等。 我们的手动形状测量仪器适合测量室和接近生产区域的测量。

我们的自动形状测量系统是具备极高自动化、灵活性和准确性水平的稳定创新设备,将帮助您在不增加检测成本的情况下降低工艺成本。
计量学
体验卓越的功能,同时在工件尺寸方面拥有极高的灵活性,可在生产环境中提高您的工作效率。
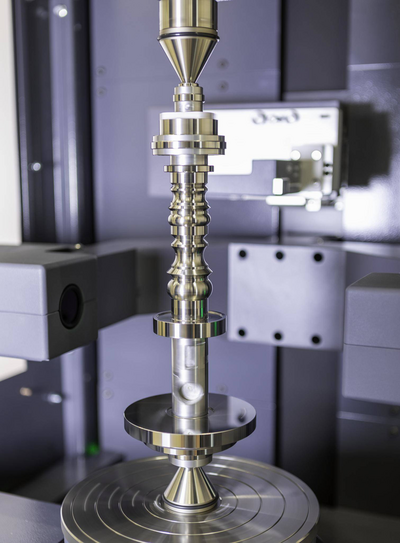
灵活测量可夹在中心之间的工件
灵活的夹紧选项和使用全自动调心调平工作台进行高精度对准

光学和接触式轴测量系统,用于 严苛的生产环境中。 所有普通旋转对称工件的完整测量.
.
通用、全自动和牢固的光学轴测量设备,可适应恶劣的生产环境。
用于 恶劣制造环境的光学接触式轴测量设备。 所有普通旋转对称工件的完整测量
计量学
体验卓越的功能,同时在工件尺寸方面拥有极高的灵活性,可在生产环境中提高您的工作效率。
灵活测量可夹在中心之间的工件
灵活的夹紧选项和使用全自动调心调平工作台进行高精度对准

多种技术和产品,可实现表面和几何形状的快速、无接触测量。
用于快速评定几何元素
粗糙度、轮廓和许多其他表面参数的测定。

表面计量方法,工业和研究用

纳米计准确的最小粗糙度

表面拓扑结构和几何形状的光学分析
表面计量方法,工业和研究用
Surface metrology for industry and research

拥有成熟 Mahr马尔 质量的翻新系统

MarTool calipers are characterized by essential technology and easy operation.
All this in good professional quality, at the best price!

16 E -- Simple with essential features

16 ES -- High quality with essential features
改进界面的标准

当你把一张纸放进打印机时,你不会再去想它。纸张大小适合打印机,打印机适合纸张。这不是巧合,而是一个标准的结果。根据德国标准化研究所(DIN)的数据,目前约有34,000项标准构成了德国的标准体系。它们为制造商和消费者提供了重要的规则,为产品和工艺设定了标准,并建立了明确的标准--甚至常常是世界性的。
因此,新的ISO 21920型材标准的三个部分是已经发展了近25年的几何产品规范(GPS系统)的国际标准概念的一个重要组成部分。在已经公布的表面规格标准,即DIN EN ISO 25178系列标准之后,相关的型材标准现在也有了DIN EN ISO 21920的更新版本。以前的配置文件标准
- ISO 4287:1997-04 "特性"。
- ISO 4288:1996-08 "测量条件"。
- ISO 13565-1 to 3 "承重部件"
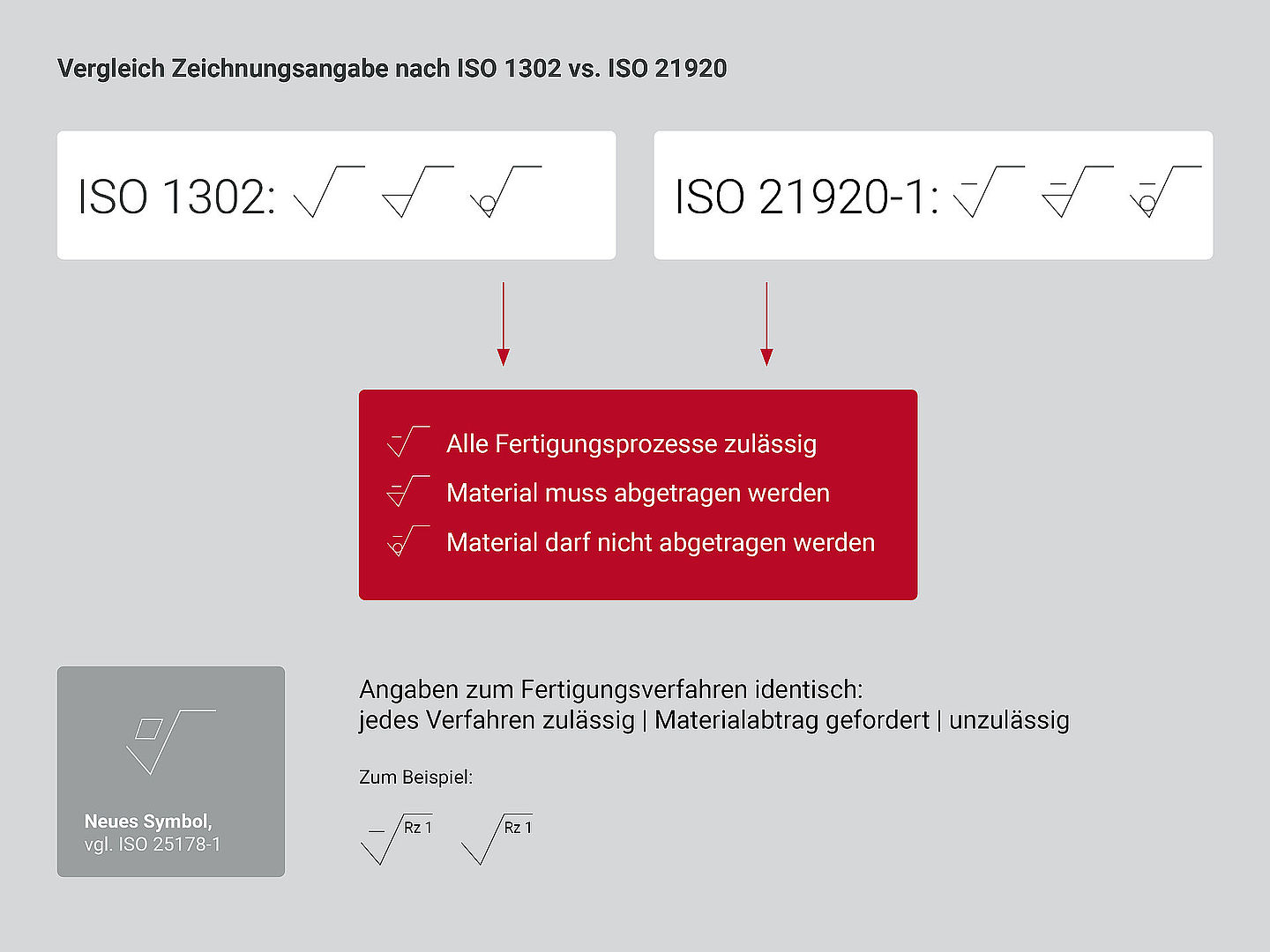
- ISO 1302:2002-02《图纸规格
被撤回。"他们不再涵盖现代测量仪器的所有可能性--例如,因为直到现在他们还没有提供光学测量仪器的标准化程序。此外,它们并不总是符合当前的工业实践,在某些情况下,一些特征算法的定义是模糊的,"Mahr公司表面计量学开发主管Heinz-Joachim Kedziora解释说。他还作为新标准第三部分的项目经理在国际上负责,并在2021年夏季承担了该标准第一部分的任务。"DIN EN ISO 12085("Motif")将保留;与此同时,DIN EN ISO 3274("Stylus")的修订工作已经开始。"
更新和优化
由于历史原因,以前的一些标准有相当不同的数字。它们从 "ISO 3274:1996-12测量仪器 "到 "ISO 4287:1997-04特性 "再到 "ISO 4288:1996-08测量条件"--仅举其中的几个例子。从现在起,它们将被总结在新的DIN ISO 21920中。它涵盖了整个过程--从设计到生产到质量控制--分三部分。第一部分(ISO 21920-1)涉及到制造和规格,即 "图纸条目"。第2部分(ISO 21920-2)定义了参数,第3部分(ISO 21920-3)制定了在最后检查这些参数的条件。
第1部分:绘制确保组件的功能
第1部分取代了以前的ISO 1302,涵盖了围绕设计者为生产一个部件所指定的图纸条目的过程。最重要的变化是:从现在起,只有图纸才是检查制造部件的条件的基础。"即使一个设计师开发了特别复杂的东西,第1部分定义了他必须如何指定工件,而不需要添加自由文本。这样一来,有可能仅凭规范就能确保部件的功能,"Heinz-Joachim Kedziora解释说。例子。因此,如果你只指定参数 "Ra "以及一个值,那么在许多情况下,不能确保该规格与零件的功能行为相关。有更复杂的参数,也有不太复杂的参数。此外,第一部分还包括表面参数的新术语。
| 术语 | 缩略语 | 解释 |
| 评价长度 | le | "评估长度",被评估的感应距离的部分;取代lm或ln。 |
| 嵌套指数 | N身份证,尼斯 | "截止波长 "只对线性滤波器有用;取代λc和λs。 |
| S型过滤器 | Profile-S滤波器去除短波成分(低通);对于粗糙度特征,Nis滤波器("λs滤波器")去除不属于R轮廓的极短波成分。 对于纹波特性,Nic滤波器("λc-滤波器")去除属于R曲线而非W曲线的短波成分。 | |
| L型过滤器 | 剖面图L滤波器去除长波成分(高通);对于粗糙度特征,Nic滤波器("λc滤波器")去除不属于R剖面的长波成分。 | |
| 节段长度 | lsc | "断面长度 "是指从剖面计算出的特征值,如Rz、Rp、Rv;取代了 "单一测量断面"。 |
| 节数 | nsc | "节数";取代了 "单个测量节数 "一词。 |
对所有用户来说都很重要:新标准只适用于新图纸。旧的日期的图纸在以前的标准下保留其有效性。
此外,还引入了一些新的符号,以根据DIN EN ISO 21920-1建立明确的图纸参考。
第2部分:设计师需求旺盛
新的ISO 21920的第二部分是关于参数和部件功能之间的关系。它是最全面的,可能也是最困难的部分,取代了以前的ISO 4287。"这里描述了100多个参数,为设计师提供了一个巨大的工具箱。今后,他们将被要求从这部分中选择正确的参数。经验表明,许多用户发现很难选择,因为这个主题不是培训的重点,"开发部负责人说。
在根据剖面元素(=剖面中的一个山和一个谷)计算参数的情况下,过去有更大的测量不确定性,因为剖面元素被描述,但没有明确的细节定义,特别是在边界的情况。这一点现在已经得到了显著的改善。然而,测量技术的制造商并不被迫将所有这些参数编入设备或软件中,因为其中一些参数只在区域内发挥作用。
第三部分:如何获得有效的结果
第3部分规定了根据或在何种条件下进行测量。它取代了以前的ISO 4288,涉及 "规范和验证 "的主题--即对测量程序的要求及其正确实施。第3部分,因此定义了默认情况。这意味着:如果图纸中没有明确的规格,那么标准中的内容就适用--即所有不必明确规定的内容。
"因此,这一部分不仅涉及测量条件,而且还涉及为得出有效结果而需要考虑的额外因素。因此,在这部分中没有关于如何测量某物的规则,而只是描述一个完整的规范操作者,"Kedziora解释说。该规范在理论上是理想的、不含糊的。根据ISO 8015,"验证操作员是规范操作员的物理实现。它可以以相同的顺序进行完全相同的操作(在这种情况下,程序的不确定性为零),也可以有不同的操作或以不同的顺序进行操作(在这种情况下,程序的不确定性不为零)。"
因此,为了验证,人们只需指定不确定性,这在实践中大多不容易。作为一个例子,考虑使用高斯滤波器。如果在标准情况下,规范假设轮廓点间距为0.5微米,不禁止使用更大或更小的点间距进行验证;然后用户在估计测量不确定性时必须考虑到这一点。
结论:功能描述的扩展可能性
对于大多数用户来说,新标准根本不会改变什么。它只是为功能描述提供了扩展的可能性,例如在增材制造工艺中,有时需要新的结构或新的过滤器。
与过去不同,决定过滤器设置的不再是工件,而是相关的图纸。这增加了决定测试表面是否符合要求的可靠性。不再需要根据DIN EN ISO 4288对工件表面进行耗时的测试,包括主观评估轮廓是周期性的还是非周期性的,而且在实践中也几乎不被遵守。
总的来说,新标准中非常强调连续性。"底线是,旧标准的弱点--例如不干净和不实用的定义--已经被消除了。如果旧标准提供了合理的结果,这也适用于新标准。旧的标准是模糊的,新的标准是更清晰的,"开发经理Kedziora总结说。"由于新的轮廓标准中保留了所有在工业实践中证明过的东西的连续性,用户也可以继续用他们现有的测量设备按照该标准进行测量"。
目前,德国标准化协会(DIN)正在起草国家标准DIN EN ISO 21920-1、-2和-3。 强烈建议2020年已经作为早期草案出版的版本DIN EN ISO 21920-1、-2和-3退出流通,因为在国际讨论中直到该系列标准的最终版本仍有变化。

变化一目了然。
- 少数新术语
- 规范的新符号
- 默认的公差接受规则是最大值规则("最大规则")。
- 规则值是基于规范(绘图条目),而不是基于指定参数的估计值。因此,根据指定的Ra或Rz值,嵌套索引的分配会略有偏移。
- 如果没有指定其他内容,则在指定的几何元素的位置上进行验证,该位置的最大值是可以预期的;必须包括划痕或气孔等缺陷。
- 不区分周期性和非周期性曲线
- 特征值是(除了少数例外)由评价距离定义的。
- 只有少数特征值,如Rz、Rp、Rv是通过剖面定义的(不再使用 "采样长度 "这一术语)。
- 公差极限的说明紧随在特征值的指定之后。
- 简化的双边公差极限说明的记号
- 第三条容忍度接受规则:"Tmed"。所有测量值的中值必须位于规定的公差范围内。
- 剖面图采集的光学方法的规范是可能的,例如EP OR(1)。
